Predictive Maintenance in Mining: An AI Approach

TL;DR
Reactive tyre maintenance costs mining operations between US$80,000 and US$400,000 per failure event when all direct and indirect costs are included. Predictive maintenance in mining, built on continuous monitoring data, converts these unplanned emergencies into scheduled removals that cost a fraction of the reactive alternative. This page examines the cost differential, the data requirements, and the return on investment for mining operations considering the shift.
Key Takeaways
An unplanned tyre failure can remove a haul truck from service for 48 to 96 hours. A planned removal takes four to six hours. The difference in lost production alone can exceed US$1 million per event at iron ore operations.
Reactive failures destroy tyre casings. Predictive removals preserve them for retreading at 30 to 60 per cent of new tyre cost, saving hundreds of thousands of dollars per year across a fleet.
A 50-truck fleet faces US$8 to $12 million per year in expected tyre failure costs. Even a 10 to 15 per cent reduction through predictive maintenance recovers US$800,000 to $1.8 million annually.
Continuous thermal monitoring provides the data foundation for predictive tyre maintenance, detecting developing faults with a median lead time exceeding 72 hours before failure.
What is the difference between reactive and predictive tyre maintenance?
Reactive maintenance responds to tyre failures after they occur. The tyre fails the truck stops, and the operation scrambles to recover. Predictive maintenance in mining uses continuous monitoring data to identify developing faults and schedule tyre removals during planned maintenance windows before failure occurs.
Most mining operations sit somewhere between these two extremes. Preventive maintenance, which replaces tyres on a fixed schedule regardless of condition, reduces some unplanned events but wastes remaining tyre life. Condition-based maintenance (CBM), the foundation of predictive approaches, removes tyres when monitoring data indicates they are approaching failure. This preserves usable tyre life while preventing catastrophic events. The distinction between preventive maintenance (PM) and predictive maintenance (PdM) comes down to this: PM works on time, PdM works on condition.
Industry estimates suggest approximately 20 to 30 per cent of mining operations have adopted predictive maintenance mining practices for their fleets. The remainder rely on some combination of reactive response and time-based preventive schedules.
What does reactive tyre maintenance actually cost?
A single unplanned Off-The-Road (OTR) tyre failure costs between US$80,000 and US$400,000 when all direct and indirect costs are included. The wide range reflects differences in failure severity, commodity being mined, and site logistics. The most common events fall in the US$120,000 to $200,000 range.
The cost breakdown includes tyre replacement (US$30,000 to $100,000 depending on size and brand), emergency labour and equipment mobilisation (US$5,000 to $15,000), lost production during the 48 to 96 hour outage, fleet cascade disruption as other trucks reroute around a disabled vehicle, haul road damage, and incident investigation. At iron ore operations, lost production alone runs at US$18,000 to $32,000 per truck-hour. For a deeper breakdown, see the full OTR tyre failure cost analysis.
The most expensive reactive failures are tyre fires. A major OTR tyre fire, including equipment damage, haul road closure, environmental remediation, and regulatory response, can cost US$2 million to $10 million or more. Even excluding fires, the cascade effect of a single disabled truck on a single-lane haul ramp can idle the equivalent production of an additional truck for the duration of the event.
How does predictive maintenance reduce tyre costs?
Predictive maintenance in mining reduces tyre costs through three mechanisms: converting unplanned outages to planned removals, preserving tyre casings for retreading, and enabling better fleet-level inventory management. The production cost savings from a single prevented failure event can exceed the annual cost of the monitoring system.
A planned tyre removal takes four to six hours in a controlled workshop environment. An unplanned failure takes 48 to 96 hours, including isolation, cooling (if fire is involved), structural assessment, and return to service. The production cost difference between these two scenarios is substantial. At a Pilbara iron ore operation running at US$23,000 per truck-hour in lost production, the difference between a six-hour planned removal and a 72-hour unplanned event is roughly US$1.5 million.
Casing preservation is the second major benefit. At well-managed operations, 40 to 60 per cent of removed casings are suitable for retreading at 30 to 60 per cent of new tyre cost. Catastrophic failures destroy casings entirely. According to OTR tyre specialist TyreDoctor, nine out of 10 failed tyres are damaged beyond repair. A 50-truck fleet spending US$34 million per year on tyres can recover hundreds of thousands of dollars annually through improved retread rates alone.
What data does predictive tyre maintenance require?
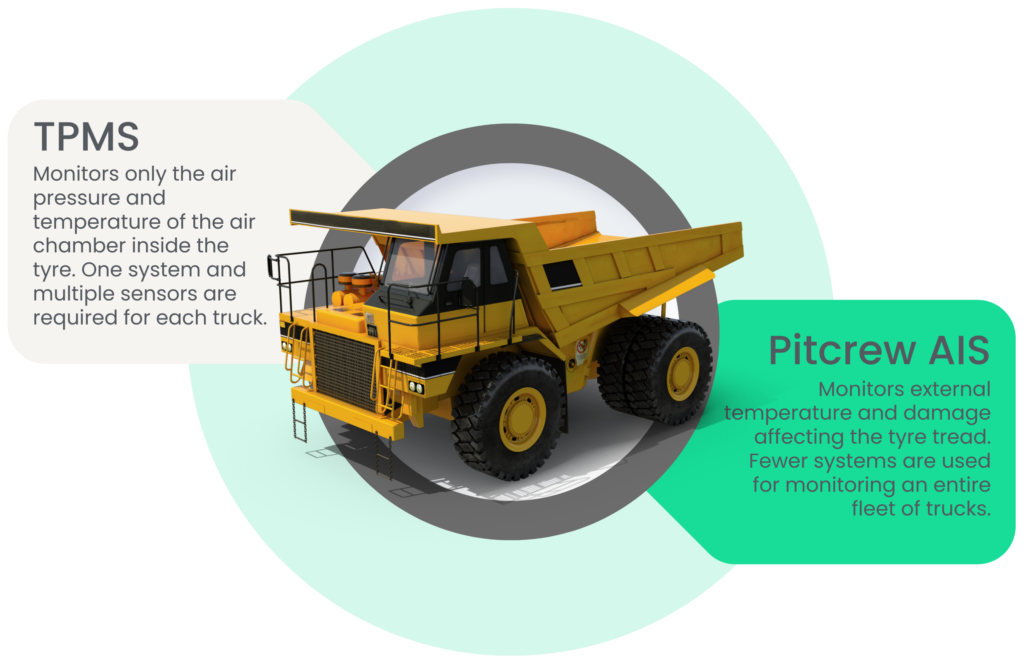
Predictive tyre maintenance requires continuous, objective monitoring data that captures developing faults before they reach failure threshold. Two complementary data sources serve this purpose: Tyre Pressure Monitoring Systems (TPMS) for internal pressure and temperature, and external thermal inspection for physical tyre damage and tread separations.
TPMS measures internal pressure and chamber temperature. It detects slow leaks, underinflation (which reduces tread life by up to 27 per cent at just 10 per cent below target), and gross overheating events. However, TPMS does not detect physical tyre damage such as tread separations, belt failures, or localised heat pockets within the tread structure. For a detailed comparison, see TPMS vs external thermal monitoring.
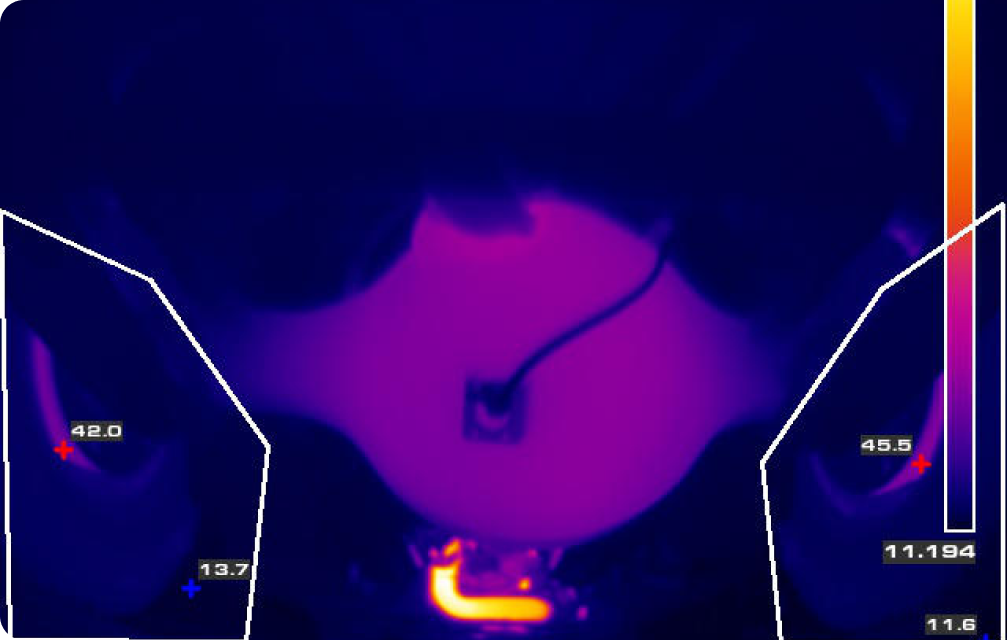
External thermal inspection, using FLIR thermal imaging cameras positioned at the roadside, measures tread surface temperature and identifies thermal anomalies as trucks pass at speed. This detects the failure modes TPMS misses: internal belt separations that generate localised hot spots, tread chunking, and developing heat pockets that precede catastrophic failure. Pitcrew AIS, an AI mining predictive maintenance Autonomous Inspection System deployed at mine sites across Australia, the Americas, Africa, and Asia, provides this data continuously with a median lead time exceeding 72 hours on developing faults. The system has completed millions of component inspections in the past 12 months. The combination of TPMS and autonomous thermal inspection provides the most complete data foundation for predictive tyre maintenance.
What is the ROI of shifting to predictive tyre maintenance?
The return on investment for predictive tyre maintenance is calculated as the cost of unplanned failures avoided minus the cost of the monitoring system. For most mining equipment predictive maintenance configurations running ultra-class haul trucks, payback on continuous thermal monitoring is measured in months, not years.
A 50-truck fleet running ultra-class haul trucks faces US$8 to $12 million per year in expected tyre failure costs, including blowouts, fires, and associated production losses. Conservative modelling, assuming a 10 to 15 per cent reduction in overall fleet tyre failures through continuous monitoring and early intervention, yields US$800,000 to $1.8 million in annual avoided costs. This is where mining equipment performance predictive analytics earns its keep. The underlying mechanism is improved detection: autonomous thermal inspection achieves greater than 95% detection of critical tyre issues with thermal signatures, compared with 10 to 20 per cent for manual visual inspection, subject to line-of-sight constraints and environmental conditions. Not every detected fault translates to an avoided failure, which is why the net fleet-level reduction is lower than the detection rate improvement.
| Factor | Reactive Maintenance | Predictive Maintenance |
|---|---|---|
| Truck outage per event | 48 to 96 hours | 4 to 6 hours (planned) |
| Production loss per event (iron ore) | US$1M to $1.5M+ | US$90,000 to $140,000 |
| Casing recovery rate | Less than 20% | 40 to 60% |
| Fleet cascade disruption | Yes (rerouting, idle trucks) | Minimal (scheduled window) |
| Spare tyre inventory required | High (emergency buffer) | Lower (planned procurement) |
| Safety incident risk | Elevated (fire, blowout) | Reduced (early removal) |
Why do mining operations still use reactive maintenance?
Many mining operations default to reactive maintenance because they lack the continuous monitoring data needed to predict failures. Without that data, the only options are running tyres to failure or replacing them on conservative time-based schedules that waste remaining life.
Cultural inertia also plays a role. “Run to failure” has been the operational norm for decades in mining tyre management. The shift to condition-based decision-making requires new workflows, new roles, and trust in monitoring data. Alert fatigue from false positives can erode that trust if monitoring systems are not well-calibrated, making initial system accuracy and tuning critical to adoption. Capital allocation processes at large mining companies can also delay investment in monitoring infrastructure, even when the business case is strong on paper.
This is changing. The growth of Autonomous Haulage Systems (AHS), with 3,832 autonomous trucks operating globally as of mid-2025, is accelerating adoption. Autonomous fleets cannot rely on driver observation to flag tyre problems. They require automated, continuous inspection systems that provide the data foundation for predictive maintenance. As AHS adoption grows, predictive mining solutions become a requirement rather than an option.
Frequently Asked Questions
Predictive maintenance in the mining sector uses continuous condition data, such as thermal scans and pressure readings, to flag developing equipment faults before they cause failure. It replaces fixed-schedule replacements with removals timed to actual component condition, reducing both unplanned downtime and wasted tyre life.
Continuous thermal monitoring systems such as Pitcrew AIS detect developing tyre faults with a median lead time exceeding 72 hours. Internal belt separations and heat pockets produce thermal signatures that are visible on tread surface scans well before the tyre reaches catastrophic failure. This window allows maintenance teams to schedule removals during planned downtime.
Examples include thermal imaging of haul truck tyres to catch belt separations, vibration analysis on rotating machinery, oil analysis on engines and gearboxes, and TPMS data flagging slow leaks. In mining tyre management, roadside thermal inspection of passing trucks is one of the clearest examples in practice.
CBM stands for condition-based maintenance, where action is triggered by a measured indicator crossing a threshold. PdM stands for predictive maintenance, which adds trend analysis and forecasting to estimate when a fault will reach failure. CBM tells you the current state; PdM projects forward to a likely failure point.
No. Predictive tyre maintenance works best with both TPMS and external thermal inspection. TPMS monitors internal pressure and chamber temperature. External thermal inspection detects physical tyre damage, tread separations, and localised heat an